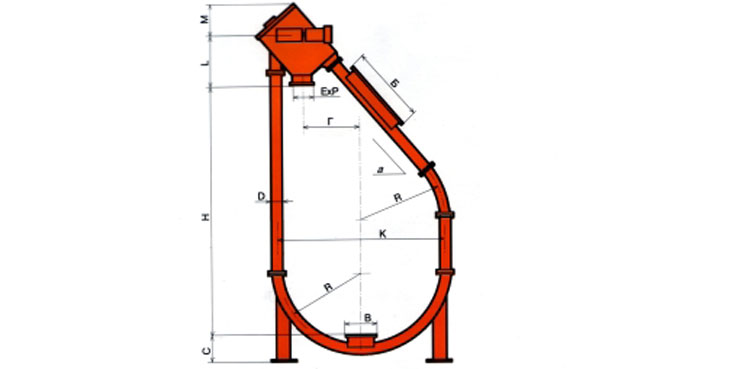
Tube Chain Conveyor is an innovative concept for continuous transport of bulk material from one location to another, indispensable in production facilities requiring dust-tight, gas-tight, and noiseless conditions or conveyance of toxic and hot (up to 200°C) bulk materials. Tube chain conveyors are employed at chemical plants producing mineral fertilizers, at cement plants, sugar mills, tobacco processing plants, pulp-and-paper mills, and in the manufacture of aluminium, coke, activated carbon, glass and ceramics, etc. The tube chain conveyor is available both in vertical (30 m ) and horizontal (50 m) modifications, to accommodate the specific production needs. Gripping disks moving within the tube 160…200 mm in diameter can be metal or reinforced with polyamide, Vulkollan, etc depending on the materials processed. The maximum hourly performance of the tube chain conveyor is 60 cubic meters. Were so required by the customer, a number of optional devices can be provided (bin, chain-cleaning assembly, penstocks, etc).